چهار موقعیت اساسی جوشکاری و زمان استفاده از آنها
انتخاب موقعیت جوشکاری مناسب تأثیر قابلتوجهی بر کیفیت، استحکام و دوام جوش دارد. بسته به نوع پروژه و شرایط قطعه کار، جوشکاری در یکی از چهار موقعیت استاندارد انجام میشود: تخت (Flat)، افقی (Horizontal)، عمودی (Vertical) و بالاسری (Overhead). هر یک از این موقعیتها مزایا و چالشهای خاص خود را دارند. در ادامه، این چهار موقعیت بهطور کامل بررسی میشوند.
در ادامه سر تیتر های مقاله به شرح زیر میباشد:
۱. جوشکاری در موقعیت تخت (Flat Position – 1G/1F)
۲. جوشکاری در موقعیت افقی (Horizontal Position – 2G/2F)
۳. جوشکاری در موقعیت عمودی (Vertical Position – 3G/3F)
۴. جوشکاری در موقعیت بالاسری (Overhead Position – 4G/4F)
۱. جوشکاری در موقعیت تخت (Flat Position – 1G/1F)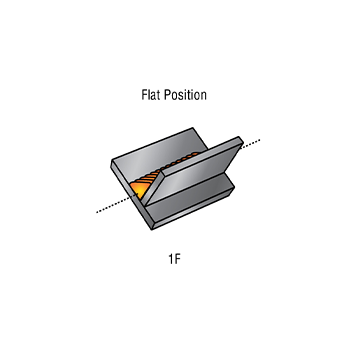
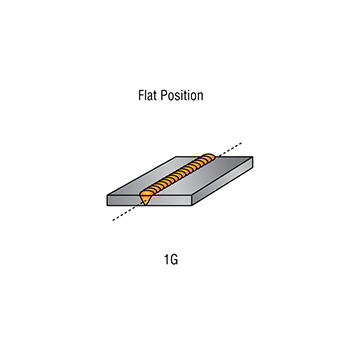
این موقعیت که به آن "موقعیت پاییندستی" نیز گفته میشود، سادهترین نوع جوشکاری است. در این روش، قطعه کار بهصورت افقی روی سطحی صاف قرار دارد و جوش از بالا اعمال میشود. در این موقعیت، گرانش به شکلگیری صحیح جوش کمک کرده و کنترل حوضچه مذاب نسبتاً آسان است.
ویژگیها و کاربردها:
✅ بهترین گزینه برای جوشکاری قطعات ضخیم و سنگین
✅ امکان کنترل راحتتر سرعت و نفوذ جوش
✅ مناسب برای جوشکاری صفحات، لولهها و سازههای فولادی در محیطهای صنعتی
مزایا:
✔️ کنترل بهتر روی حوضچه مذاب و نفوذ جوش
✔️ کیفیت جوش یکنواختتر
✔️ نرخ رسوبگذاری بالا، که باعث افزایش بهرهوری میشود
چالشها:
❌ مناسب همه انواع اتصالات نیست
❌ در برخی موارد ممکن است جوش به استحکام کافی نیاز داشته باشد
۲. جوشکاری در موقعیت افقی (Horizontal Position – 2G/2F)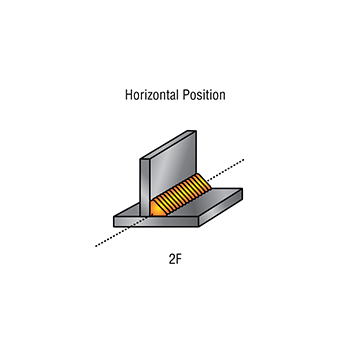
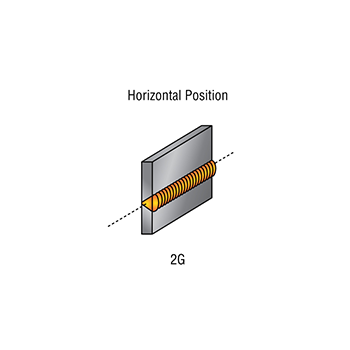
در این روش، درز جوش بهصورت افقی روی یک سطح عمودی قرار دارد. جوشکاری در این موقعیت کمی چالشبرانگیزتر از موقعیت تخت است، زیرا گرانش باعث تمایل حوضچه مذاب به سمت پایین میشود.
ویژگیها و کاربردها:
✅ اغلب در ساخت مخازن، لولهکشی، سازههای فلزی و ساختمانسازی استفاده میشود
✅ میتوان برای جوشکاری لب به لب (2G) یا گوشهای (2F) از این روش استفاده کرد
مزایا:
✔️ امکان جوشکاری روی دیوارههای فلزی
✔️ استحکام بالا در برخی از اتصالات
چالشها:
❌ کنترل سختتر جریان جوش به دلیل تأثیر گرانش
❌ نیاز به مهارت بیشتر برای جلوگیری از چکه کردن جوش
۳. جوشکاری در موقعیت عمودی (Vertical Position – 3G/3F)
در این روش، جوشکاری روی سطحی عمودی انجام میشود و فلز مذاب تمایل دارد که به سمت پایین جریان پیدا کند.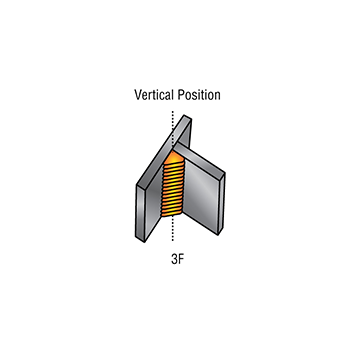
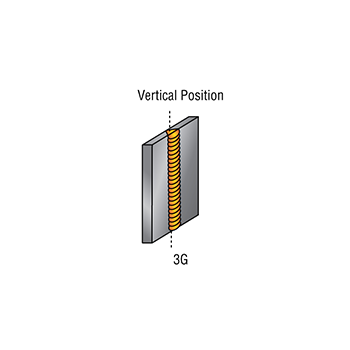 برای کنترل بهتر، جوشکاران معمولاً روشهای پایین به بالا (Vertical Up) و بالا به پایین (Vertical Down) را انتخاب میکنند.
برای کنترل بهتر، جوشکاران معمولاً روشهای پایین به بالا (Vertical Up) و بالا به پایین (Vertical Down) را انتخاب میکنند.
ویژگیها و کاربردها:
✅ پرکاربرد در صنایع ساختمانی، خطوط لوله و پروژههای سازهای
✅ امکان جوشکاری در فضاهای محدود و موقعیتهای خاص
روشهای جوشکاری عمودی:
🔹 جوشکاری پایین به بالا (Vertical Up):
- مناسب برای اتصالات ضخیم و نیازمند جوش قویتر
- گرمای ورودی بیشتر و نفوذ بالاتر
- نیازمند حرکت زیگزاگی یا نیمدایرهای برای جلوگیری از چکه کردن
🔹 جوشکاری بالا به پایین (Vertical Down):
- مناسب برای ورقهای نازک که نیاز به حرارت کمتر دارند
- سرعت بالاتر، اما استحکام جوش کمتر از روش پایین به بالا
مزایا:
✔️ استحکام بالاتر در جوشهای عمقی
✔️ امکان جوشکاری روی سطوح عمودی بدون نیاز به تغییر موقعیت قطعه کار
چالشها:
❌ نیاز به مهارت بالا برای کنترل سرعت و زاویه تورچ
❌ جوشکاری پایین به بالا زمان بیشتری میبرد
۴. جوشکاری در موقعیت بالاسری (Overhead Position – 4G/4F)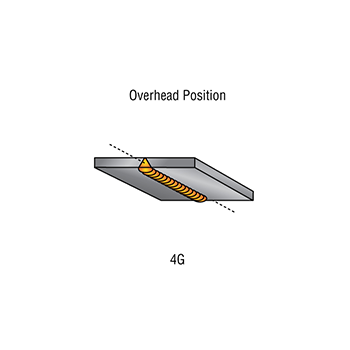
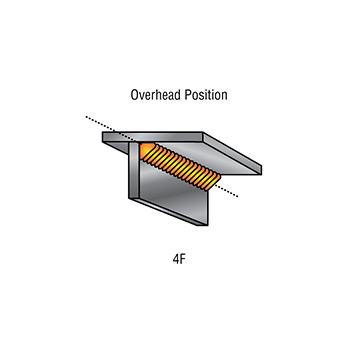
این موقعیت چالشبرانگیزترین روش جوشکاری محسوب میشود، زیرا جوشکاری در زیر قطعه کار انجام میشود. به دلیل اثر جاذبه، فلز مذاب ممکن است چکه کند، که کنترل آن را بسیار دشوار میکند.
ویژگیها و کاربردها:
✅ مورد استفاده در تعمیر و نگهداری، صنعت خودروسازی، کشتیسازی و صنایع ساختمانی
✅ اغلب برای جوشکاری در مکانهای دشوار و غیرقابلدسترس کاربرد دارد
مزایا:
✔️ امکان جوشکاری در نقاطی که امکان جابهجایی قطعه کار وجود ندارد
✔️ مناسب برای ساخت و تعمیر سازههای بزرگ
چالشها:
❌ چکه کردن مداوم فلز مذاب که کنترل آن را دشوار میکند
❌ نیاز به مهارت و تجربه بالای جوشکار
❌ موقعیت نامناسب جوشکار که باعث خستگی بیشتر میشود
نتیجهگیری
موقعیتهای جوشکاری تأثیر مستقیمی بر کیفیت جوش دارند و هر روش برای کاربردهای خاصی مناسب است:
✔️ موقعیت تخت سریعترین و سادهترین روش است و کیفیت جوش بالایی دارد.
✔️ موقعیت افقی برای سازههای عمودی و صنعتی مناسب است.
✔️ موقعیت عمودی بسته به نوع جوشکاری (بالا به پایین یا پایین به بالا) میتواند جوشهایی با استحکام مختلف تولید کند.
✔️ موقعیت بالاسری سختترین روش است و به مهارت بالایی نیاز دارد.
انتخاب موقعیت مناسب نهتنها بر کیفیت و استحکام جوش تأثیر میگذارد، بلکه میتواند بهرهوری و ایمنی جوشکار را نیز بهبود بخشد. هر جوشکار حرفهای باید مهارت لازم برای کار در تمامی این موقعیتها را داشته باشد تا بتواند در شرایط مختلف بهترین نتایج را ارائه دهد.
در نهایت با استفاده از ابزار جوشکاری درست و با کیفیت است که میتوان از آموزش های بالا استفاده کامل را برد.
حال که شما در این مسیر آشنا شدید و میدانید که در موقعیت های مختلف جوشکاری چه کنید بهتر است از درآمد های جوشکاران حرفه ای در کشور های مختلف نیز آشنا بشید.
گروه صنعتی احسان مفتخر است با تجارب گروه خود و ابزار های کاربردی و با کیفیت شما را در مسیر تبدیل شدن به بهترین خالق آهن و آتش همراهی کند.